|
尽管早在1450年代威尼斯的兵工厂,制造业中就有严谨的流程思维的例子,但真正整合整个生产流程的第一人是亨利·福特。1913年,在密歇根州高地公园,他将始终可互换的零件与标准作业和移动运输相结合,创造了所谓的流水线生产。公众以移动装配线的戏剧性形式掌握了这一点,但从制造工程师的角度来看,突破实际上走得更远。
福特尽可能地按照工艺顺序排列制造步骤,使用专用机器和合格/不合格量规在几分钟内制造和组装汽车部件,并将完美匹配的部件直接运送到生产线。这真正具有革命性,打破了美国体系的车间实践,该体系由按工艺分组的通用机器组成,制造的零件最终在经过大量的子装配和最终组装调整(装配)后,才能制成成品。 福特系统的问题不在于流程:他每隔几天就能更新整个公司的库存。而是他无法提供多样性。T型车不仅限于一种颜色。它还仅限于一种规格,因此直到1926年停产,所有T型车底盘基本都相同。(客户确实有四五种车身样式可供选择,这是生产线末端添加的外部供应商的直接装配功能。)事实上,福特汽车公司几乎每台机器都使用一个零件号,而且基本上没有转换。
福特装配线 当世界需要多样性时,包括比T型车19年更短的车型周期,而福特似乎迷失了方向。其他汽车制造商满足了对许多车型的需求,每种车型都有多种选择,但其生产系统的设计和制造步骤却退回到生产时间更长的工艺领域。随着时间的推移,他们在制造车间配备越来越大、运行速度越来越快的机器,显然降低了每个工艺步骤的成本,但却不断增加生产时间和库存,除了在罕见的情况下——例如发动机加工线——所有工艺步骤都可以链接和自动化。更糟糕的是,工艺步骤之间的时间差和复杂的零件工艺路线需要越来越复杂的信息管理系统,最终形成计算机化的物料需求计划(MRP)系统。 丰田喜一郎、大野耐一等丰田公司的员工在20世纪30年代就关注过这种情况,二战结束后更是深入研究,他们想到,一系列简单的创新或许能够同时实现流程的连续性和产品种类的多样性。因此,他们重新审视了福特的原始思路,发明了丰田生产系统。
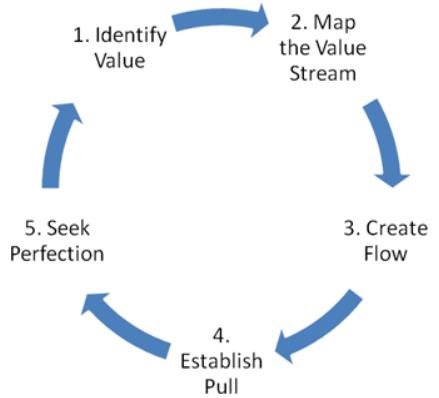
该系统实质上将制造工程师的关注点从单个机器及其使用转移到整个流程中的产品流动。丰田得出的结论是,通过根据实际需要的产量选择合适的机器,引入自我监控机器以确保质量,按工艺顺序排列机器,开创快速设置以使每台机器可以生产小批量的多个零件编号,并让每个工艺步骤将其当前对材料的需求通知上一步,这样就有可能实现低成本、高品种、高质量和非常快速的生产时间,以响应不断变化的客户需求。此外,信息管理可以变得更加简单和准确。 James P. Womack、Daniel Roos 和Daniel T. Jones在《改变世界的机器》 (1990 年)一书中详细描述了精益的思维过程 。在后续著作《 精益思维》 (1996年)中,James P. Womack 和 Daniel T. Jones 将这些精益原则进一步提炼为五项:
●.指定客户期望的值 ●.确定提供该价值的每种产品的价值流,并挑战目前提供该价值所需的所有浪费步骤(通常十分之九) ●.使产品持续流经剩余的增值步骤 ●.在不可能实现连续流动的所有步骤之间引入拉动 ●.追求完美管理,使服务客户所需的步骤、时间和信息量不断减少 今日精益 在我写下这些文字的时候,丰田,作为世界领先的精益典范,已经有望成为全球总销量最大的汽车制造商。丰田在全球各个市场都取得了显著的成功,从销量和市场份额的上升,到混合动力技术的明显领先,都是精益企业力量的最有力证明。 过去二十年来,精益思想的持续成功催生了对精益思想的更多了解的巨大需求。目前有数百本书籍和论文,更不用说数千篇媒体文章探讨这一主题,以及大量其他资源可供不断增长的受众使用。 随着精益思维继续传播到世界各国,领导者也在将工具和原则应用于制造业以外的领域,包括物流和分销、服务、零售、医疗保健、建筑、维护甚至政府。事实上,精益意识和方法才刚刚开始在当今各行各业的高级管理人员和领导者中扎根。了解有关精益思维的更多信息。 |